
Pathways to Green Steel

Thiago CamposHead of Green Steel, SMS Group
Articles by Thiago
Tim OchelHead of Green Steel, SMS Group
Articles by Tim
Synergies between SMS Group & Midrex offer innovative ironmaking solutions
The green transformation of the steel industry is a marathon, not a sprint. By the middle of this decade, the partnership between SMS Group and Midrex Technologies, Inc. will launch the lighthouse projects, H2 Green Steel and thyssenkrupp Steel, demonstrating that carbon-neutral steel production is achievable. However, due to the long investment cycles for metallurgical plants, a large part of future carbon dioxide (CO2) savings must come from the conversions of existing mills that take into consideration local conditions, such as iron ore quality, energy infrastructure, and existing equipment, as well as local policies, rules, and regulations. In order to accelerate the decarbonization of the steel industry, it is essential to focus on the primary stage of ironmaking, as this stage accounts for more than 80% of the greenhouse gas (GHG) emissions from steel production. The technologies for achieving climate-neutral steelmaking are available right now – ready to be implemented in existing and future plants.
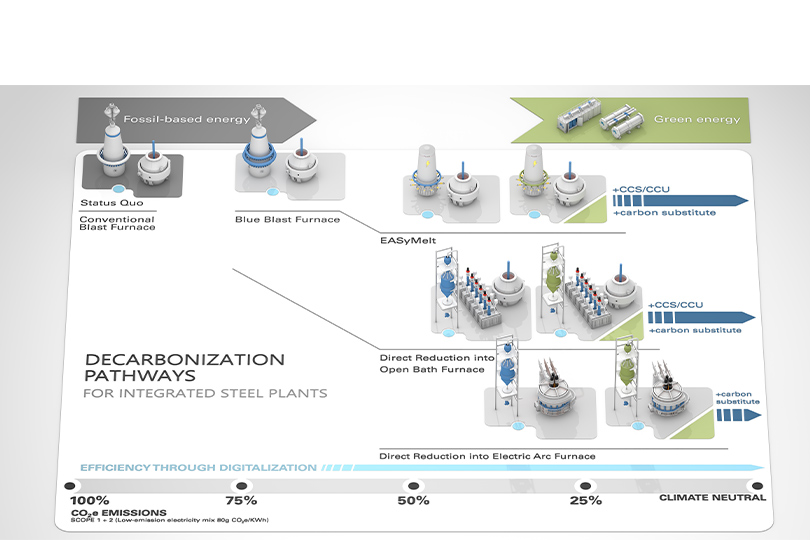
All three major decarbonization routes – direct reduction into electric arc furnace (EAF), direct reduction with intermediate melting, and upgrades to conventional ironmaking – have the potential to achieve climate neutrality by introducing innovative integrated process solutions in new (greenfield) or existing steel (brownfield) plants and by putting in place additional infrastructure for the use of fossil-free energy sources like hydrogen, biomass, or green electricity. Carbon capture can further be applied to go the last mile towards climate neutrality.
Full Range of Decarbonization Technologies
Local conditions have a huge impact on the economic viability and feasibility of each of the decarbonization routes. Some decarbonization options rely on the availability of large amounts of electrical energy (preferably low-carbon) and occasionally, on an appropriate short circuit power supply. Other factors, such as raw material availability and local policies, rules, and regulations play a major part in technology selection.
In greenfield facilities, the key to reducing GHG emissions to below 100 kg CO2 per ton of hot rolled coil is the combination of green hydrogen, direct reduction, and the electrification of all downstream processes. The H2 Green Steel project in Boden, Sweden, is an excellent example. This first of its kind project aims to demonstrate the feasibility of producing high-quality direct reduced iron (DRI) using 100% hydrogen as the feed gas.
The assets and infrastructure of existing integrated steelworks (brownfield sites) can be transformed in a step-by-step process, with significant potential to replace carbon-based fuels. This process requires the ongoing reassessment and reorganization of energy balances and flows. SMS group and Midrex are supplying a hydrogen-ready direct reduction plant in combination with two open bath furnaces (OBF) to thyssenkrupp Steel in Duisburg, Germany. This groundbreaking project will allow the use of the broadest range of raw materials and the sustainable transition to 100% hydrogen-based ironmaking.
The Paul Wurth EASyMelt, the solution for conventional ironmaking
Greenfield Case: Direct Reduction Into an Electric Arc Furnace
For a greenfield project with green hydrogen available at competitive prices and in sufficient quantities, the DRI-EAF combination is the best solution. Case in point is H2 Green Steel, the world’s first industrial-scale iron & steel plant based on hydrogen and electricity from renewable sources.
SMS group is supplying the technology for the first green steel plant in the world, which reduces CO2 emissions by as much as 95% compared to conventional integrated steel plants. The energy supply of H2 Green Steel is completely based on hydrogen and green electricity from renewable sources. SMS group and its consortium partner, Midrex Technologies, Inc., will provide a MIDREX H2™ plant, an EAFbased melt shop, a CSP® Nexus casting and hot rolling plant, as well as an advanced cold rolling and processing complex for the production of a broad product mix including Advanced High Strength Steel and automotive steel grades.
The landmark facility, located in Boden in northern Sweden, marks an important milestone in the transition of the European steel sector towards climate neutrality. Steel production is scheduled to start in 2025, followed by a ramp-up phase in 2026. Initial production will be over 2.5 million tons of green steel per year.

Brownfield Case: Direct Reduction Into Open Bath Furnace
The leading solution for decarbonizing existing sites is the combination of the well-proven MIDREX® Direct Reduction Process with an SMS Open Bath Electric Furnace (OBF) to replace blast furnace (BF) ironmaking. The first example of this technology will be installed at thyssenkrupp Steel (TKS), with expected start-up in 2026.
TKS expects to avoid as much as 6 million metric tons of CO2 by 2030, representing well in excess of 30% of its emissions. The transformation to carbon-neutral production should be completed by 2045, at the latest.
The technology combines two key processes: the direct reduction of iron ore in a shaft furnace and the conversion of the resulting DRI into high-quality steel. The 2.5 million metric tons per year MIDREX Flex® plant will be operated with natural gas (NG) until sufficient hydrogen (H2) becomes available. The OBF is similar in design to a conventional Submerged Arc Furnace (SAF) operated in a so-called ‘brushed arc’ mode. SMS group has several hundreds of references for these kinds of furnaces.
The combination of NG-based direct reduction together with an OBF already reduces CO2 emissions by about 50% compared with the conventional BF-BOF route that requires coking coal. These emission savings are achieved thanks to the higher hydrogen content in NG. In a second step, the NG can gradually be replaced with H2 as a reducing gas, which allows for further CO2 reduction of up to around 65%.
The DRP-OBF combination will be seamlessly integrated into the existing iron and steel plant, thereby allowing all subsequent process steps from the steel mill onward to be maintained. Shaft furnace-based direct reduction plants (DRPs) typically require high-grade pellets or lump ores when paired with an EAF due to the EAF’s inefficient processing of low-grade iron ores. Thanks to the reducing nature of the OBF, iron ores with lower iron content (low-grade) can be used in the DRP, thus making the production of H2 – based green steel from low-grade ore feasible in the future. The OBF accepts any pre-reduced iron ore feed including HBI, hot or cold DRI (HDRI or CDRI) pellets, and even DRI fines. Up to 10% of the OBF material feed can be comprised of agglomerated waste or freeflowing scrap. This allows steel plants to consume waste from their existing facilities by utilizing an inexpensive agglomeration process to prepare these for addition to the furnace. The OBF can also generate a slag similar to BF slag that can be granulated and sold to the cement industry.

thyssenkrupp Steel Logo
Brownfield Case: Upgrade BF With Paul Wurth EASyMelt
Although based on but going beyond the emission reduction potential of the blue blast furnace (i.e., the generation of synthesis gas consisting primarily of carbon monoxide and hydrogen and its injection into the lower shaft portion of the blast furnace), SMS group has developed the Paul Wurth EASyMelt. This electrically assisted syngas smelter will function as an alternative to direct reduction and as a complementary method for filling the gap between iron ore availability and green steel demand.
EASyMelt is an electrified direct reduction and melting process, using a minor quantity of coke to entirely replace the traditional hot blast with gases like COG, NG, H2, and ammonia (NH3). Depending on the energy input, the technology can achieve emission savings of above 60% compared to the traditional BF-BOF route. Remaining direct emissions can be reduced by applying carbon capture or through the use of biomass. Using existing plants as a basis, EASyMelt is less CAPEX-intensive than other low-carbon ironmaking technologies.
The process is flexible in its input, adds resilience against supply shortages and market volatility, and can be adapted to various scenarios. Most importantly, traditional sinter feed can be used in EASyMelt, avoiding the fierce competition for the limited supply of high-grade pellets. Just like the blue blast furnace, EASyMelt can be realized in a step-wise approach of implementing several technological elements that work together to achieve net-zero ironmaking. The central elements are injection of reducing gas into the BF shaft, plasma-based superheating of the tuyere injection, and capturing of remaining emissions for storage or utilization.

The Future Is Now
The technologies for achieving climate-neutral steelmaking are available right now, ready to be implemented in existing and future plants. The partnership with Midrex is a fundamental asset for SMS group to lead key projects for the steel industry transformation, such as H2 Green Steel in Sweden and TKS in Germany. To complete the benefits brought by direct reduction technologies for steelmaking decarbonization, SMS group counts on the fully integrated Paul Wurth blast furnace technology and the melting furnace know-how, environmental protection solutions, as well as gas recycling and slag granulation of SMS group. Together, we are focused on solving the metallurgical challenges and advancing hydrogen technologies for a greener steel industry.
Related Reading
 Sep 25, 2024
Sep 25, 2024
 Jun 26, 2024
Jun 26, 2024