
Future Processing Options for Hydrogen DRI

Professor Geoff BrooksSwinburne University of Technology, Melbourne, Victoria, Australia
Articles by Professor
Dr. Sara HornbyGlobal Strategic Solutions, Charlotte, N.C. USA
Articles by Dr.
INTRODUCTION
The last five years have seen a tremendous growth in activity around developing new routes to steel, either by eliminating the use of, or dramatically minimising, carbon. Out of a complex and sometimes confusing set of technological developments, the following key trends can be identified (1,2):
a) Existing shaft DRI processes (MIDREX® and ENERGIRON®) can readily produce DRI using either pure hydrogen or gas mixes with very high concentrations of hydrogen.
b) Fluidised bed DRI processes also can be operated with high levels of hydrogen and have been demonstrated at commercial scale.
c) New hydrogen flash reduction DRI processes are another route to producing Hydrogen DRI from fines but are currently at a low Technological Readiness Level (TRL).
d) Smelting reduction processes (HiSmelt, HiSarna, Corus, and others) linked to Carbon Capture, Utilisation and Storage (CCUS) technologies and/or in combination with biocarbon fuel sources are suggested but have yet to be demonstrated at commercial scale.
e) Use of hydrogen injection in the blast furnace (BF) can reduce, but cannot replace, significant quantities of coke. This is due to:
- The endothermic hydrogen reduction reactions which compromise maintaining an appropriate heat balance.
- The need to ensure even transfer of gas and heat through the shaft section of the furnace without the presence of a coke layer between ore, pellets, and sinter.
- The need for coke to support the bed.
f) Strong techno-economic arguments suggest if lowgrade iron ores (less than 63 wt.% Fe) are processed through a Hydrogen DRI process, these DRI products be best processed via an Electric Smelting Furnace (ESF) before entering a steelmaking process. Trying to process these ores through an Electric Arc Furnace (EAF) is likely to result in high electrical energy demands (>600 kWh/metric ton liquid steel [kWh/Tels], very high slag volumes [>300 kg/Tels], low iron yields [<80% Fe] and higher kWh/Te than usual).(2)
g) Green hydrogen is currently expensive (>$US4 to < $US 10/ kg) and in short supply (only MW-scale plants are operational). Extensive investment is required to show that GW-scale green hydrogen production routes can be successfully linked to steelmaking plants.
This article assumes that the issues with green hydrogen cost and production can be overcome and that Hydrogen DRI processes begin replacing blast furnace (BF) iron production and ask: What challenges can we expect by introducing large amounts of Hydrogen DRI feedstock into Electric Arc Furnaces (EAFs) and how might they be overcome?

Product photo courtesy of Midrex Research & Development Technology Center
HYDROGEN DRI CHALLENGES
If Hydrogen DRI processing starts to significantly replace blast furnace (BF) production as a source of iron, there will be several impacts on EAF producers when processing these new feed materials, namely:
Slag Volumes
In general, the use of DRI in an EAF will increase the quantity of slag produced compared to scrap-based processes. However, this general trend would be expected to be enhanced because of the shortage of high-grade iron ores (>67 wt.% Fe) as DRI production increases. A recent paper calculated the impact of processing low grades ore using Australian iron ore compositions (largest world iron ore exporter) which are currently sold to BF operators. (2) The calculations show that slag volumes well above 300 kg/Tels would be generated, which would clearly affect energy consumption and yield. It should be acknowledged that lean ores producing very high slag volumes (>500 kg/Tels) are unlikely, as these gangue-rich ores would probably be better processed through an ESF. It is still likely that slag volumes produced in future DRI-fed EAFs will be significantly higher than current operations using high-grade ore.
Figure 1 shows the results from thermodynamic modelling of an EAF, predicting the total slag weight generated using a range of Australian iron ores. The calculations were validated against industrial results. The thermodynamic modelling in this study was performed on commercial software and can be easily replicated and altered for different scenarios. The calculated compositions of the DRI used in the modelling are shown in Table 1. The calculations in Figure 1 are based on 20wt.% FeO, which is relatively low compared to many EAF operations (see Figure 2). (3)
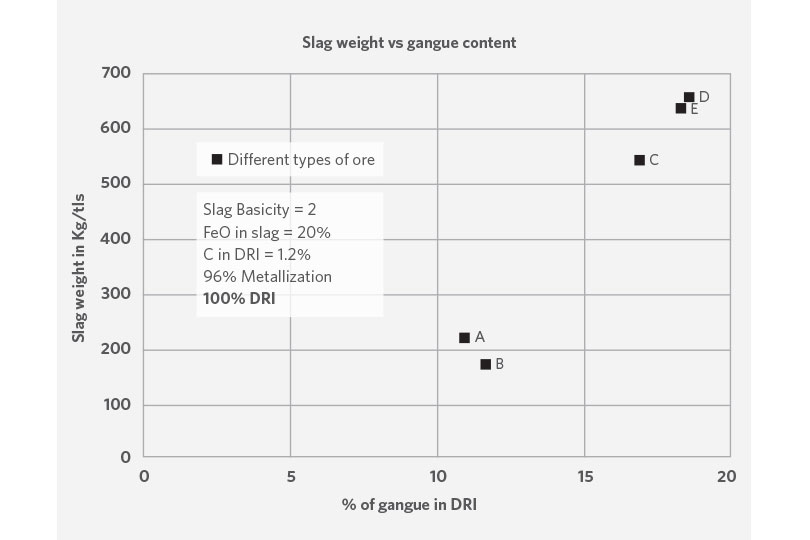
FIGURE 1.
Estimated slag weight from an EAF as a function of gangue content in the DRI, based on Australian iron ore compositions (2)

TABLE I.
Calculated DRI compositions based on Australian iron ore feed materials used in EAF for thermodynamic modelling (2)
One could expect even higher slag weights for low carbon steels, where FeO contents will be above 30wt.%, as shown in Figure 2 (3) The assumed slag basicity (CaO wt.%/SiO2 wt.%) may also be low for steel sensitive to phosphorous and/or DRI made with high phosphorous ores. In this sense, the slag weights presented in Figure 1 are relatively optimistic.
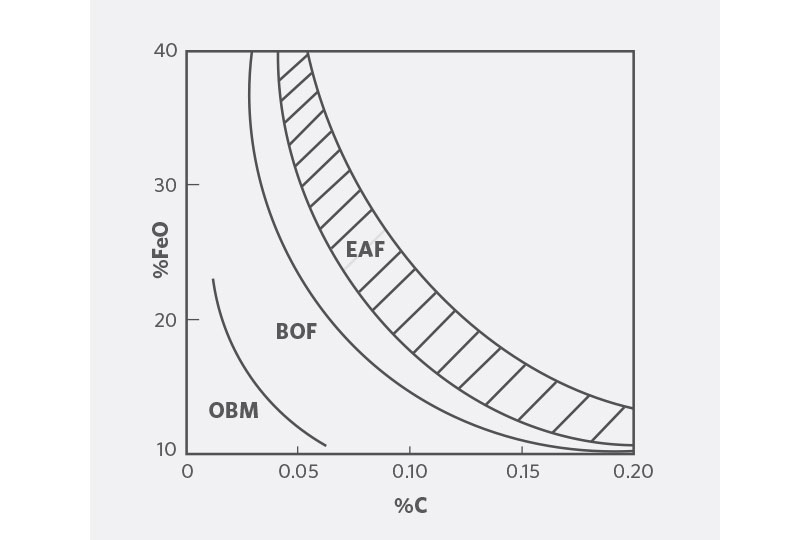
FIGURE 2.
C wt. % level in steel and FeO wt.% slag for OBM, BOF, and EAF technology (3)
High Electrical Energy
If Hydrogen DRI is the dominant feedstock in an EAF, we can assume there is less in-situ carbon (perhaps even zero from the DRI) (4) entering the furnaces compared to natural gas (NG)- based and coal-based DRI, with between 1.5-3.5 wt.% carbon content. This would increase the use of electrical energy unless some other chemical energy is introduced. This decrease in chemical energy input combined with increased slag volumes would push up the required electrical energy.
Figure 3 summarizes the expected energy consumption from thermodynamic modelling for different gangue-containing DRI, assuming 1.2 wt.% carbon in the DRI and comparing the 50% cold DRI/50% scrap and 100% scrap, 100% cold DRI scenarios. These calculations show that unless chemical energy (i.e more carbon and/or increased burner energy) is introduced and/ or some significant saving from optimizing operation, such as minimizing heat losses and utilizing off gas energy, then electrical energy requirements would be expected to increase. In our previous paper (see 2Q2021 DFM) (4), clear operational evidence was provided indicating clever operation and optimization of the process can compensate for the extra energy predicted by thermodynamic calculations like that represented in Figure 3. The paper by Sabah, et al.(2) explains the underlying assumptions of these thermodynamic calculations and explores the impact of high FeO contents in the slag on yield and the effect of hot DRI feeding on energy consumptions.
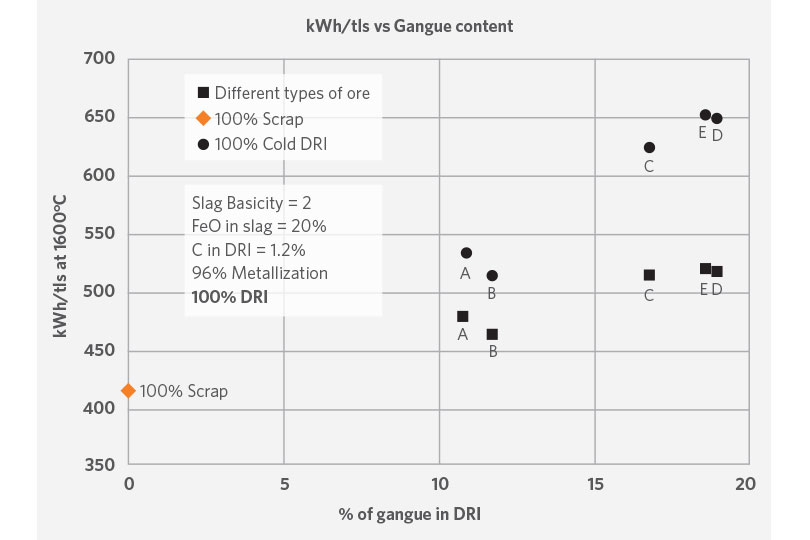
FIGURE 3.
Electrical energy consumption for Hydrogen DRI fed EAFs for different gangue contents, assuming 1.2 wt.% carbon in the DRI material (2)
Carbon Requirements
Carbon plays an important role in EAF steelmaking, namely:
a) As an essential alloying agent for steel.
b) Creating reactions with dissolved oxygen in the molten metal bath to produce carbon monoxide (CO) bubbles, which stir the bath and help reduce bath-dissolved nitrogen and hydrogen levels through adsorption into the rising CO bubbles.
c) Providing carbon in the slag layer (or at the slag/metal interface) to produce CO from the reaction with FeO in the slag and/or oxygen gas (injected or entrained from air into the furnace). The CO bubbles formed foam the slag, a vital part of the modern EAF operation, i.e. “foamy slag practice.”
d) Controlling FeO in the slag through the reaction C(s) + FeO (slag) = CO(g) + Fe (l). This relationship is shown graphically in Figure 2. (3) The higher FeO content in EAF steelmaking, compared to basic oxygen furnace (BOF) steelmaking reflects the less highly stirred nature of EAF slag/metal. In BOFs, slag and metal are brought into close contact more vigorously through generation of large numbers of metal droplets, which allows the reactions to get closer to chemical equilibrium.
If low, or 0%, carbon DRI is produced from Hydrogen DRI processes, as is expected, then controlling the introduction of carbon into the EAF to fulfill these various roles will become important. Biocarbon sources, which can be shown to be sustainable (i.e. their use is matched by natural growth), are logical replacements to coke and coal-based carbon sources currently used in EAF steelmaking.
These current carbon sources are normally injected into the slag with oxygen for slag foaming or into the bath for CO generation and dissolution in the metal, but they have been seen in the past to be inefficient, averaging 50%, (see Figure 4) due to a large proportion of the carbon burning in the freeboard. (4,5) Recent steel plant trials at VSB in Brazil (100% charcoal) and Nucor plants in the USA (Aymium biochar and baghouse dust from pet coke production) have shown 98% efficiency using a constrained stream resulting from supersonic carbon injection using a TSCi™ injector from Tallman Technologies in Canada (see Figures 5 & 6).(5) The constrained stream penetrates to the slag/metal interface.
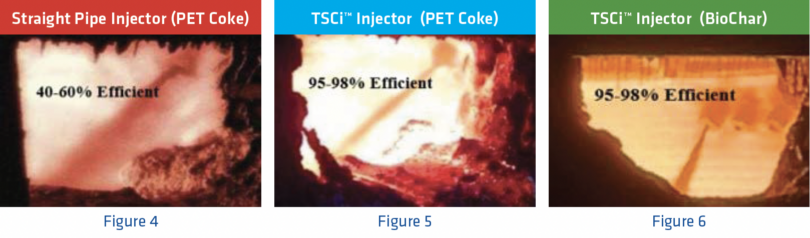
FIGURES 4-6.
Demonstration of injection efficiency changes when a constrained injection method is used (Note: pictures all resized & notes on figures input)
Finer material makes more efficient FeO + C → Fe + CO and has shown $US2 to $US6 savings from lower kWh, electrode wear, refractory use, greater efficiency, and water-cooled panel life (savings will be higher if carbon taxes are included for EU, Canada, etc.). Interestingly, this TSCi™ system has the capability of re-carburizing the steel and functions without carbon co-injection, as shown (unless biochar is in short supply, of course!).
OneSteel, an Australia-based steelmaker, now known as Infrabuild, in close co-operation with the SMaRT Centre of the University of New South Wales, has developed and commercialized Polymer Injection Technology (PIT). PIT has improved slag foaming and hence, furnace efficiency at several mills (OneSteel Sydney and Laverton; UMC Metals, Thailand; SeAH Besteel, Korea; and Celsa plants in the UK and Norway) saving 1.6%- 5.1% kWh/Te billet, 6.3%-16.2% kg C/heat, reducing FeO in the slag by 1.5%-3%, and increasing yield by 0.17%-0.3%.(6) (Note: slag chemistry should be close to identified correct chemistry for foamability when attempting to create a foamy slag regardless of foaming agent).
In 2016, Mousa, et. al. concluded a thorough review of the various options and concluded that biocarbon can be readily utilized in steelmaking for carburization and reduction of components in slags. (7) However, often supply challenges, and the cost of the biocarbon supply chain, limit uptake of these materials.
Over 300,000 tonnes of 0% carbon Hydrogen DRI was produced on an industrial scale at the Circored Plant in Trinidad (8) via a two-stage fluidized bed process. Melting trials of some of the HBI material were conducted at North Star Steel Texas, and the results published. (9) This industrial experience showed that zero carbon DRI provides various challenges in industrial operation, some already described in this article, though most were more fully analyzed the earlier article by the authors (4).
SUGGESTED STRATEGIES
This analysis of the challenges and recent developments surrounding Hydrogen DRI and EAF steelmaking leads us to propose:
a) In the case of low carbon DRI (<1.5 wt.%) or zero carbon DRI being produced in the future, pig iron and/or specially produced high carbon DRI should be introduced into the feed materials to promote the generation of CO for stirring the bath, chemical energy, and removal of nitrogen and hydrogen.
b) Injection of biochar materials into the slag at high efficiency should be further developed to provide carbon for slag foaming. Demonstrating sustainability of this material will be critical to its long-term viability in a steel industry under pressure to be “green”. There already is a large body of work showing how different biomasses can be used in this fashion.
c) In the case where carbon is hard to place in situ in the DRI during production, some consideration should be given to introducing carbon into the pelletizing (fines) and/or briquetting step(s) after production. Once again, this would ideally be a demonstrably sustainable biocarbon material; i.e., use is matched by growth.
d) Given that slag volumes will increase as low-grade ores become more common as the feedstock for DRI production, some consideration should be given to slag cleaning to recover Fe from the slag. This could be done by:
- Processing the slag separately next to the EAF; for example, where biochar is injected into the molten slag to reduce iron from the liquid. The recovered iron could either be poured back into the furnace or cast as a feed material for the EAF.
- Having a side arm to the main furnace into which slag is semi-continuously fed and subjected to biochar injection, again with reduced Fe being reintroduced to the furnace directly. In such a scenario, the slag could be removed semicontinuously from the side arm using a weir system or some form of controlled tapping. The risk of this approach would be the threat of having oxidizing conditions in the main furnace volume with a chemically reducing zone nearby that might interfere with efficient EAF operation, resulting in problems such as phosphorus reversion. It should be acknowledged that existing copper and nickel production processes have slag cleaning steps included in their flowsheets; therefore, it should be possible to transfer the idea to steelmaking.
e) Improved EAF charge management (using value in use of materials including scrap, pig iron, hot metal, and DRI/HBI) and beneficiation of scrap could help address these issues through better control of incoming gangue (DRI and scrap) and carbon into the furnace, which would compensate for lower carbon in the DRI feed materials.
CONCLUSIONS
If Hydrogen DRI becomes a major ironmaking technology and EAF technology evolves to include new feed materials, we can expect:
- EAF operators will have higher levels of gangue and lower incoming carbon in their process.
- The potential of using sustainable biocarbon to replace the carbon could be a critical partial solution to this problem.
- Clever management of charge quality and the use of pig iron and/or high carbon DRI could also assist with solving this problem.
And slag cleaning to recover FeO from high slag volumes should be investigated.
References:
- Shahabuddin M., Brooks G, Rhamdhani MA, “Decarbonisation and hydrogen integration of steel industries: Recent development, challenges and technoeconomic analysis”, Journal of Cleaner Production, Volume 395, 2023,136391, ISSN 0959-6526, https://doi.org/10.1016/j.jclepro.2023.136391.
- Sabah S, Shahabuddin M, Rahbari A, Brooks G, Pye J, Rhamdhani MA. “Effect of gangue on CO2 emission for different decarbonisation pathways”. Ironmaking & Steelmaking. 2024;51(4):356-368. doi:10.1177/03019233241242553
- Mazumdar D, First Course in Iron and Steelmaking, Universities Press, 2015, ISBN 9788173719394
- Hornby S, and Brooks G.A, “Impact of Hydrogen DRI on EAF Steelmaking”, Direct from Midrex 2021 (2nd Quarter), 3-11
- Hornby, S, “Ramifications of H2 DRI EAF Steelmaking”, 4th HiTemp Forum, Adelaide Australia 10/22/24
- Maroufi, Samane et al, “Waste to Value in Steelmaking”, Advances in Molten Slags, Fluxes and Salts: Proceedings of the 10th International Conference on Molten Slags, Fluxes and Salts, TMS 2016.
- Mousa E, Wang C, Riesbeck J, Larsson M, “Biomass applictions in iron and steel industry: An overview of challenges and opportunities”, Renewable and Sustainable Energy Reviews, Volume 65, 2016, Pages 1247-1266,I SSN 1364-0321, https://doi.org/10.1016/j.rser.2016.07.061.
- Nuber D, Eichberger H, and Rollinger B, “Circored fine ore reduction – the future of the modern electric steelmaking”, Stahl und Eisen, 126, 3, 2006 p. 47-5
- Lockmeyer D, Yalamanchili B, “Use of CircalTM in EAF Steelmaking at North Star Steel Texas,” ISS EAF Conference 2001, D. Lockmeyer, B. Yalamanchili

