
Effect of BF-Grade Pellets on DR Plant Operations

Lisa YoungSr. Operations Engineer, SP Cleveland-Cliffs Inc.
Articles by Lisa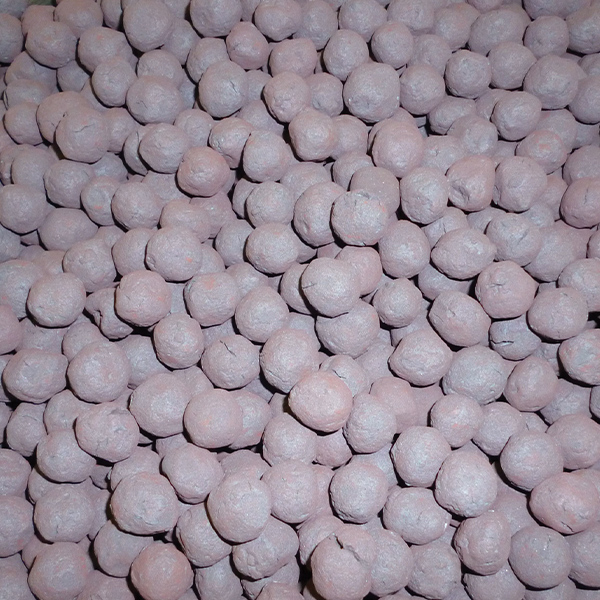
As Cleveland-Cliffs, Inc. (Cliffs) has grown as a steel producing company, hot briquetted iron (HBI) has been utilized across its facilities to reduce carbon footprint and increase throughput. Cliff’s Toledo HBI plant was built to use a singular direct reduction (DR) grade pellet feedstock for production of low silica HBI for electric arc furnace (EAF) customers. However, with a change in down-stream customers, the sole use of DR-grade feedstock is no longer necessary.
The plant was designed by Midrex Technologies, Inc. with an 18-bay reformer and has a demonstrated annualized production capacity of 1.9 million tons per year (Mt/y) of HBI. The plant is equipped with six briquette machines having 1-meter diameter rolls. Initial quality targets were for low carbon HBI of approximately 95% metallization and 1.8% carbon. During commissioning, the feedstock was entirely DR-grade iron oxide pellets from Cliffs’ Northshore Mine (NSM).
This article will provide an evaluation of how different pellet feed grades, both direct reduction (DR)-grade and blast furnace (BF)-grade, affect key plant operating parameters and product quality in a MIDREX® Shaft Furnace and the hot briquetting system.
EARLY STAGES OF PLANT OPERATION
Cliffs’ Toledo HBI plant, as previously stated, was fully commissioned using NSM DR-grade pellets. This pellet has been sold externally and has undergone lab testing to determine pellet characteristics and to ensure its performance in the HBI plant. Table I displays the primary physical quality and reduction characteristics of pellets accepted for use in the Toledo HBI plant in comparison to the Midrex pellet design specifications.1,2 Further pellet specifications can be found in Table II.
The total iron content of the NSM DR-grade pellet and amount of gangue fit within the ranges stated in the Midrex specification. This was of prime importance because the Cliffs plant was built to supply HBI on the open market to EAF customers in the region. Silica content of the pellet feedstock is not normally an operational concern for DR plants but impacts downstream EAF customers.
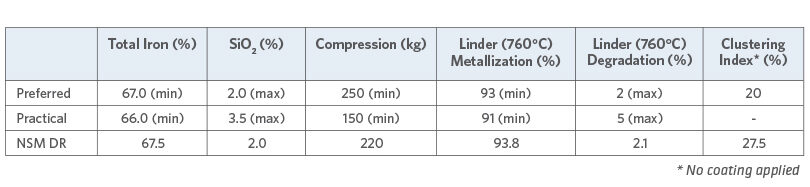
TABLE I.
DR-Grade Pellet Characteristics
The compression strength of the NSM DR-grade pellet was the largest variation from the preferred pellet specification, although it was still above the practical specification. Fines either inherent in the pellets or generated in the material off-loading and handling system contributed to issues in early operation including material build-up/plugging the chutes, hoppers, and furnace feed distribution legs, which caused operational upsets. The in-line pellet fines screen size was increased from 3.5 mesh to 3/8 inch to address the issue and modifications were made to the feed system, such as the addition/use of flushing water and chute redesign. These actions lessened the issues with feed delays to the furnace attributed to fines in the material.
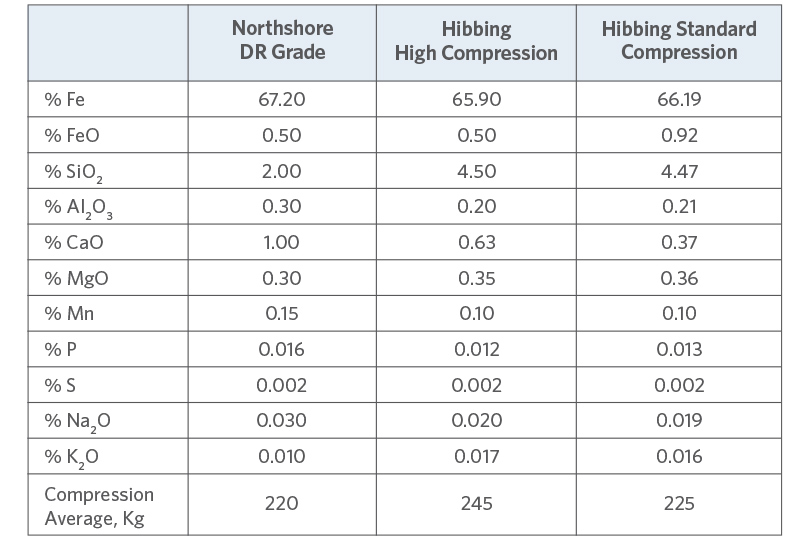
TABLE II.
Typical Cliffs Pellets Characteristics
Pellet compression/breakage, while tolerable in the MIDREX® Shaft Furnace, tended to produce elevated fines in the top gas offtake, ultimately resulting in higher solids loading in the process water system.
For example, the highly metallized material would stick to the briquetter feed screws, as shown in Figure 1. However, the issue with build-up on the briquetter feed screws was manageable due to the low frequency of occurrence.

FIGURE 1.
Build-up on Briquetter Feed Screw
Performance data on the NSM DR-grade pellets was evaluated at bench-scale using clustering index testing (ISO11256) and Linder reducibility testing (ISO11258). The Linder test showed that NSM DR-grade pellets are more easily metallized than the preferred pellet standard and approached the preferred maximum degradation of a pellet in the furnace (mass fraction –3mm). This testing proved evident in early operation, with the typical plant metallization consistently exceeding 97% at the recommended process gas flow per ton (PGF/t). The PGF/t was decreased to sustain the target 95% metallization and allow for greater plant production without exceeding equipment limitations.
The clustering index of the coated sample was the most difficult to evaluate in early operation. Issues with consistent external coating and early plant upsets resulted in frequent clusters during operation. With increased operating knowledge and competency, control over furnace clustering has improved, allowing for operation to 895°C Bustle Gas temperature with an oxide coating (dolomitic limestone slurry) application of 1.6 kg/ton of oxide on 100% NSM DR-grade with minimal cluster generation.
The Toledo HBI plant is set up with oxide yard management to supply a singular feed stock to the plant. It was a small challenge in early operation to consistently manage feed to the furnace and ensure a consistent feedstock with the first in/first out ideology. Feed to the furnace was able to be sustained evenly through three-day bins, which were designed to support the offload period of cargo vessels to the oxide yard.
Prior to the plant entering operation, the preparation for maintenance regarding briquetter roll wear was established, assuming a lifetime of 100,000 tons per roll tyre, with one possible refurbishment per tyre set and a lifetime between 50,000-80,000 tons per briquetter feed screw. However, upon reaching the recommended 100,000 tons on the roll tyres, the wear did not justify refurbishing the rolls. As a result, roll tonnage for the tyres was increased to approximately 150,000 tons prior to the need to refurbish/ replace, with some sets exceeding 200,000 tons prior to removal from operation. A similar extension of equipment life was experienced with the briquetter feed screws, with roll sets reaching 200,000 tons and more.
Product quality was varied during commissioning. When appropriate, material was utilized within Cliffs’ blast furnace operations. Once optimized, material was produced and utilized by Cliffs internally and in various external EAFs. Use of HBI in blast furnaces across Cliffs has provided verification of the benefits of using HBI as a key burden component, which include:
- reduced fuel rate
- reduced carbon emission rates
- increased production capacity
- increased operating stability
- improved chemistry control compared to other metallic feedstocks.3
As the Toledo HBI plant reached operating stability, opportunities for optimization turned to the pellet feedstock. With the customer demand for HBI within Cliffs shifting from solely EAFs to including BFs, the need for a low gangue, high metallic iron content feedstock was decreased. This began the internal evaluation of pellet availability, pellet requirements for the direct reduction furnace, and determination of flexibility for chemistry of the HBI product.
EVALUATION OF ALTERNATE PELLET FEEDS
Pellet Characteristic Testing
One of the primary issues with the NSM DR-grade pellet was fines generation in the reduction furnace, attributed empirically low pellet compression strength. Therefore, a BF pellet source with high compression strength was preferred. Hibbing High Compression (HHC) pellets, typically with an average compression of 245 kg were identified as a pellet type that might improve the condition in the material handling system and the reduction furnace. The Hibbing Standard Compression (HSC) pellet was also tested. Table III shows comparison data of the HHC and HSC pellets. Similar lab-scale testing was performed on the BF-grade pellets, as with the NSM DR grade (see Table III).
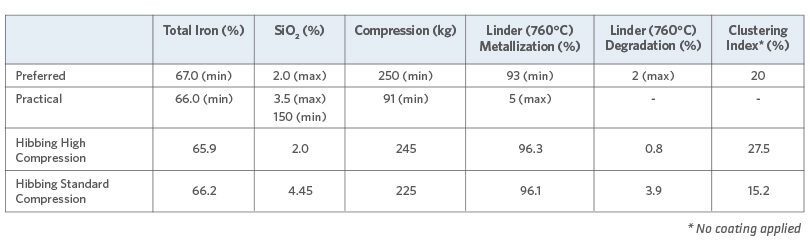
TABLE III.
DR-Grade Pellet Characteristics
Chemically, the HHC pellets were slightly below the total iron content recommended by Midrex. However, as previously stated, this minimum is expressed more as the ability to reduce to a suitable metallic iron content for EAF use. When producing HBI for BF use this was not a concern, as the primary focus for the blast furnace is metallization.
The 4.5% silica content of the HHC material was much higher than the Midrex preferred or practical maximums. With the understanding that the silica content would mainly affect the customer of the HBI, and with the HBI being used internally, the higher silica content was acceptable in the trial. The Linder testing of the HHC pellet for reducibility showed favorable reduction results, with a % metallization comparable to the NSM DR-grade pellets. Linder degradation data showed improvement over the NSM DR-grade pellets, which correlated with the desired outcome for testing of the higher compression pellet. Cluster index testing of the HHC pellet was lower than that of the NSM DR grade, with no applied coating on either sample. The lower clustering index provided some assurance the material would not cluster the furnace during the trial.
As with the HHC pellets, the HSC pellets had a lower total iron content and a greater silica content (4.45%) than the Midrex preferred or practical maximum. The Linder reducibility test showed favorable results for the HSC pellet compared to the Midrex specifications and to the data obtained from the NSM DR- grade pellets with respect to their operation in the direct reduction process. However, with the HSC pellets, the degradation of the material during Linder testing was elevated from the NSM material, causing concern for additional fines generation within the furnace. The clustering index of the HSC pellets without coating was even lower than that of the HHC pellets, causing less concern for clustering/continued operation in the direct reduction furnace.
PELLET TRIALS
The first BF pellet trial was performed with HHC pellets in November 2021. One vessel (~35,000 tons) of material was received onsite in Toledo. The plant has two main pellet storage areas from which material can be easily accessed and reclaimed for the feeding system. The two pellet storage areas are separated into east and west piles, with a total pile capacity of approximately 547,000 tons. Material is stacked/reclaimed from each pile by a single bucket wheel stacker reclaimer (BWSR). The BWSR can stack material from north to south (or inversely) but is only capable of reclaiming moving north to south.
This was the first time in operation when segregation of pellet feeds in the oxide yard became critical for feeding the furnace and classification of the HBI product. Material was segregated in the north end of one oxide pile that was most easily accessible for reclaiming, with the intent to mix it with NSM DR-grade material from the other pile for the trial.
Information for developing the test procedure for pellet trials in a direct reduction furnace was not available in the public domain. However, we were aware that other direct reduction plants have used high silica, BF-grade pellets for DRI/HBI production. While creating the testing procedure, the biggest risk to operation was identified as the possibility of clustering the furnace when changing the feedstock. Oxide coating and bustle gas temperature were determined to be the most effective control measures to limit this risk.
Prior to starting to feed the HHC material to the system, conservative system conditions were set to ensure plant upset caused by the material would be recoverable and not incur plant downtime. Although clustering of the material in the furnace was less of a concern than with the NSM DR-grade material, precautions were taken to ensure a smooth transition. The bustle gas temperature was limited, and the oxide coating application was increased to 1.90kg/ton. Operator monitoring of burden feeder hydraulic pressure was stressed, with cluster checks performed every two hours to monitor for any upsets. Production was limited to 215 tons/hour to hold process conditions constant for pellet evaluation.
To transition from 100% NSM DR- grade operation to 40% HHC/60% NSM DR-grade, a test plan was developed to step-up in 10% increments of HHC pellets. Each feed increase would be sustained for a period of two hours then returned to the previous feed mix (i.e., if the feed transitioned from 100% NSM DR to 10% HHC/90% NSM DR, it would return to 100% NSM DR after two hours of feeding). Feed would then be held at the previous rate for approximately 10 hours. This test would allow for monitoring the clustering behavior of the material as it exits the furnace and as it passes the burden feeders in the furnace without risking an upset of the entire furnace. The 10-hour return to previous feed time would allow the furnace to return to a known stable condition prior to making the full transition to unknown operation with the new feed mix. Once this hold period at the previous feed mix elapsed, the feed would transition to the two-hour mix rate for another 10 hours to allow for a full furnace turnover and taking approximately three samples to better understand how the process condition was affected by the feed mix. This process would be repeated through 40% HHC in the feed mix.
With the beginning of the 2023 ship- ping season, HHC material became a normal feedstock to the Toledo HBI plant and was run in varying 10% increments from 0-100% feed to the furnace, completing the first 100% HHC operation in May of 2022. With normalization of the HHC pellet feed to the plant, the oxide yard was segregated into a pile for each pellet grade (east & west) to ensure no mixing of higher silica pellets with the DR-grade. A day bin was permanently designated for the blast furnace pellet feed to assist with material segregation.
With the increase in wear from the HHC pellets, HSC pellets, a similar feed- stock to the high compression pellet was trialed at the plant. The goal of trialing the HSC pellets was to determine if the wear on the briquetting equipment was caused by the compression increase of the HHC material or some other factor of the pellet. The HSC material was handled in the yard with HHC but remained accessible for reclaiming to the blast furnace pellet day bin and was tracked throughout the system. The HSC material was trialed under similar operating restrictions as for the HHC pellets, and performance was comparable to that of the HHC material. Minimal issues with fines in the material handling system were seen, similar to that of the NSM DR-grade pellets, and no major change to the slurry collection in the water system was observed. The change from HHC to HSC showed no noticeable change in the briquetting equipment wear and has since been accepted as a substitute for the HHC feed based on pellet availability.
RESULTS AND DISCUSSION
Core Process Operating Parameters
The first operating parameter evaluated in determining BF pellet operation in the system was changes necessary to process gas flow per ton (PGF/t). During the initial HHC trials in Q4 2021 and Q1 2022, the need to increase above the operating point for the NSM DR-grade (5% lower than recommended) was not observed. However, moving into 2022 operation, it proved necessary to in- crease to originally recommended PGF/t to sufficiently achieve 95% metallization with the BF pellet feed (primarily at 100%). This PGF/t matches with the initial operating recommendation for the plant but varies from the IU operating envelope developed with 100% NSM DR-grade feed. The changes in PGF/t to achieve a metallization of 95% (as collected from 2022 operating data) are shown in Figure 2.a.
The need for elevated PGF/t to achieve the targeted metallization places additional strain on the system. The increased PGF/t requires harder firing of the reformer combustion system to achieve complete reaction and sufficient exiting gas temperature. This increased firing leads to an increased reformer temperature and reaches the operating limitation for equipment protection of the catalyst tubes at a lower tonnage than operation with the DR-grade pellet.
Carbon content for BF pellet material was slightly more difficult to achieve and required a slightly higher transition zone natural gas flow per ton (TZNG/t) to reach the 2% carbon target. Issues with increased TZNG to reach carbon target were emphasized by the decrease in lower bed temperatures (at similar bustle gas temperature) from operating on 100% NSM DR-grade pellets. With no clustering issues observed from the BF material, the bustle gas temperature was gradually increased 10°C. This temperature was the highest sustainable bustle gas temperature without oxygen injection, accounting for enrichment natural gas addition and sustaining production above that of plant design to reach production targets. With the realization that the increased bed temperature increased the product quality, the bustle gas temperature was sustained at the higher temperature, and we were able to resolve the initial issues of achieving % metallization at the above mentioned PGF/t and increased product carbon content. The changes in TZNG/t to achieve a carbon content of 2%, as collected from 2022 operating data, are shown in Figure 2.b.
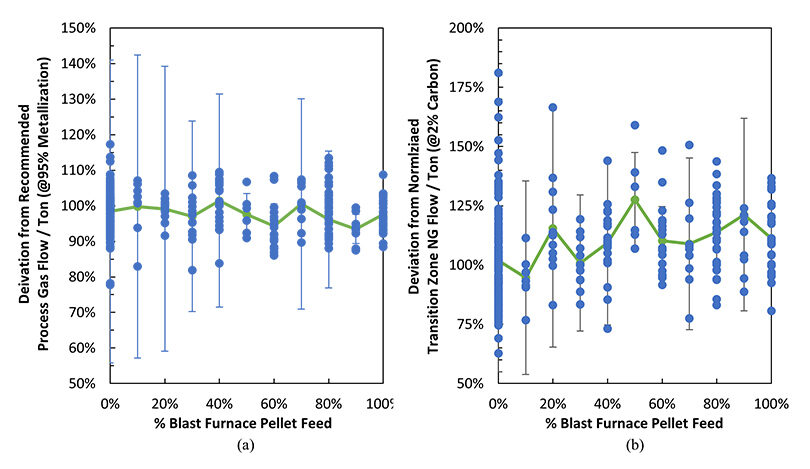
FIGURE 2.
(a) Process Gas Flow (Nm3) Per Ton Necessary to Achieve 95% Metallization with Feed Mix Varied from 0 – 100% Blast Furnace Pellet Feed, (b) Transition Zone Natural Gas Flow (Nm3) Necessary to Achieve 2% Carbon With Feed Mix Varied from 0-100% Blast Furnace Pellet Feed
With the increased PGF/t necessary to achieve the desired % metallization, it was also expected that the natural gas consumption would increase per ton. The natural gas consumption (process natural gas and combustion gas) remained constant per ton regardless of BF pellet feed mix. However, the necessary TZNG consumption increased with BF pellet feed mix.
The fines generation internal to the system was expected to decrease following the Linder degradation testing data for the HHC pellets. The first shipment of HHC showed a decreased count of necessary filter press cycles for fines removal from the process water system. However, over time the filter press counts by material grade showed an increase, with BF pellet feed mixes leading to the conclusion that the fines generation/solids loading to the water system increased with the BF feed mix. This data is presented in Figure 3. The increased solids loading was unexpected with the lab-scale testing and is thought to be a result of pellet breakage. Possible sources of error are that the data is likely skewed to show fewer on 100% NSM due to issues with system operation early in 2022.
Ultimately, the determination of feed mix when consuming BF pellets was not a decision made by the core process operability. Instead, this decision was driven by operation of the briquetting machines (see “Briquetting: Increased Maintenance Activity” later in this article) and the desired chemical content of HBI for the customers.
The largest chemical difference of the HBI produced with 100% NSM DR-grade pellets and a mix with BF pellets is the increased gangue content. With this being an undesirable trait in HBI for EAF use, the low silica material (produced with 100% NSM DR-grade pellets) will be referred to and classified as “E-Grade.” HBI with a higher gangue content and thus lower total iron is produced for BF customers and classified as “B-Grade.”
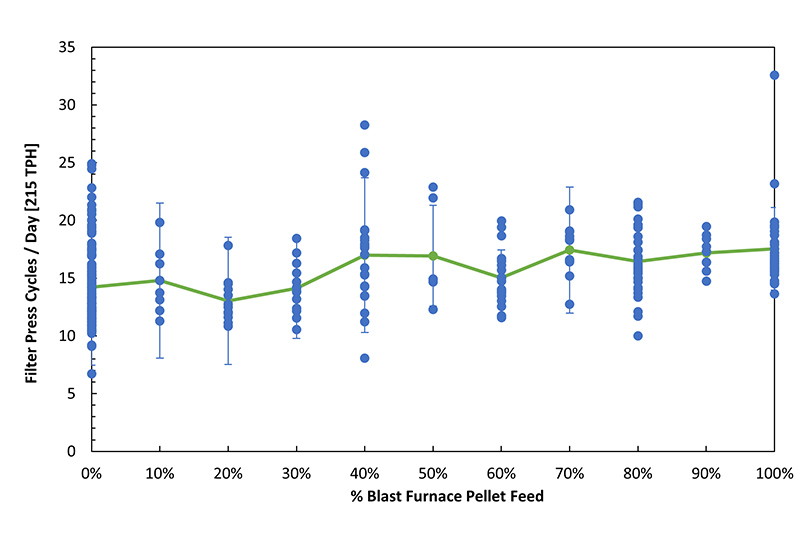
FIGURE 3.
Filter Press Cycles Per Day (Normalized To A Production Of 215 TPH) Varied Across Different Blast Furnace Feed Mixes
Knowing the MIDREX Process is capable of producing HBI with a BF pellet, the production targets for % metallization (driving the metallic iron content and based on total iron) and % carbon were set with input from EAF and blast furnace customers). Table IV defines the typical product specification of E-Grade vs B-Grade HBI. E-Grade material typically is produced with 95% metallization, providing an 86.3% metallic iron content. The typical E-Grade carbon content is 2.1%. The silica content for the E-Grade material is typically 2.7%, with minor variance in the DR pellet feed stock. B-Grade material has typical metallization of 94% with metallic iron content of 83.9%. The carbon content of B-Grade is typically controlled at 2.0%. Typical Cliffs HBI specifications can be found in Table V.
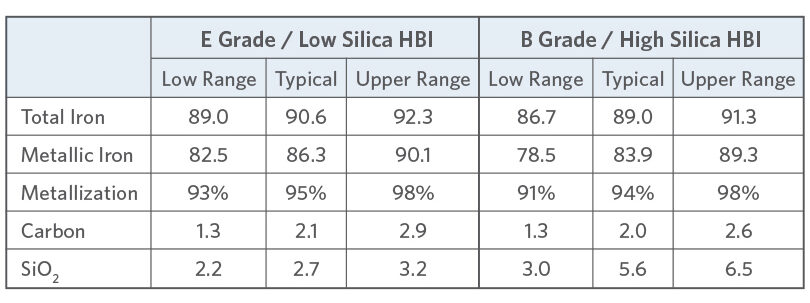
TABLE IV.
HBI Product Ranges for Different Product Grades
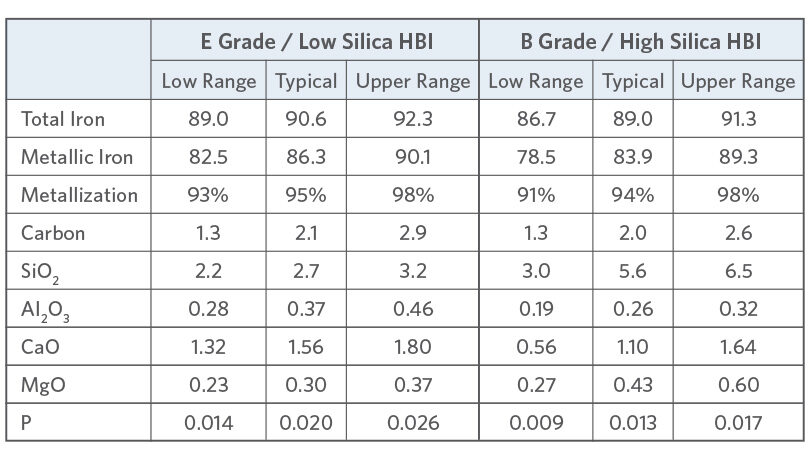
TABLE V.
Typical HBI Specification by Grade
BRIQUETTING: INCREASED MAINTENANCE ACTIVITY
The largest impact on plant operation when adding BF pellets was the increased wear on the briquetting system. Slight wear on the briquetter feed screws was noticed during the first trial run of BF pellets. The baseline for wear, as stated previously, was understood to be 100,000 tons per tyre, with two uses of each tyre set (a new tyre and post refurbishment). After initial operation on 100% NSM DR-grade pellets, the wear life for the rolls was extended to 150,000 tons per tyre set (exceeding 200,000 tons at times). This tonnage was determined by setting the maximum land depth for refurbishment at 6 mm, with precautions for roll change taken around 4.5 mm, as recommended by the OEM. With the addition of BF pellets to the plant feed mix, the wear on the machines accelerated to approximately 85,000 tons per use. A visual comparison of the briquetting tyre wear (see Figure 4) shows the greatest wear at the lower tonnage with a mixed feedstock.
The operability of the briquetter roll drives when producing B-Grade HBI is also significant. With increased wear of the tyre, the material “sticks” in the pocket of the fixed roll instead of entering the string chute as a compact briquette and splits the string in half, causing issues with back-up at the roll drive. This issue is far more prevalent when operating with BF-grade pellet feed.
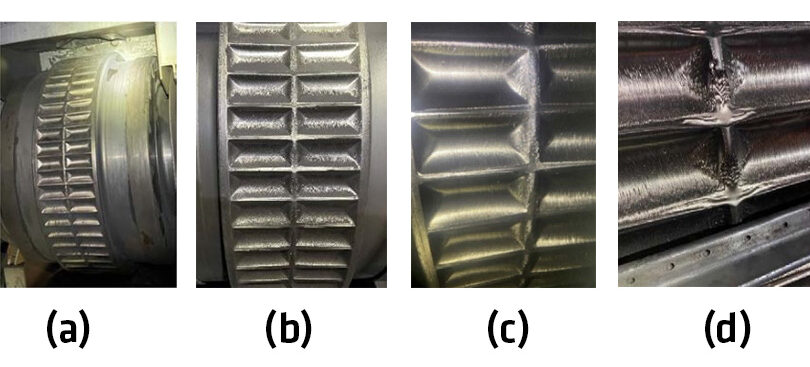
FIGURE 4.
(a) New Briquetting Tyre, (b) Briquetting Tyre After ~252,000 Tons With 100% DR-Grade Feed, (c) Briquetting Tyre After ~181,000 Tons With 100% DR Feed, And (d) Briquetting Tyre After ~165,000 Tons With Mixed DR/BF-Grade Feed
The feed screw wear also increased with the addition of a BF-grade pellet feed (see Figure 5). The intended feed screw wear was expected to be 50,000-80,000 tons. The wear on screw feeders prior to the addition of BF-grade pellets was minimal and the life of the feed screw shafts was approximately 200,000 tons. However, with the addition of BF-grade pellet feed, the life of the feed screws decreased to the originally predicted 50,000-80,000 tons.
Other operational issues when using BF-grade pellets were observed at the feed screws. On feed mixes of DR/BF-grade pellets, the torque on the feed screws was elevated and erratic while attempting to meet roll torque targets to form briquettes. While performing the 100% BF-grade pellet feed trial with HHC, it was observed that the operating torque of the briquetter feed screws was much more stable than when operating with any of the other feed mixes.
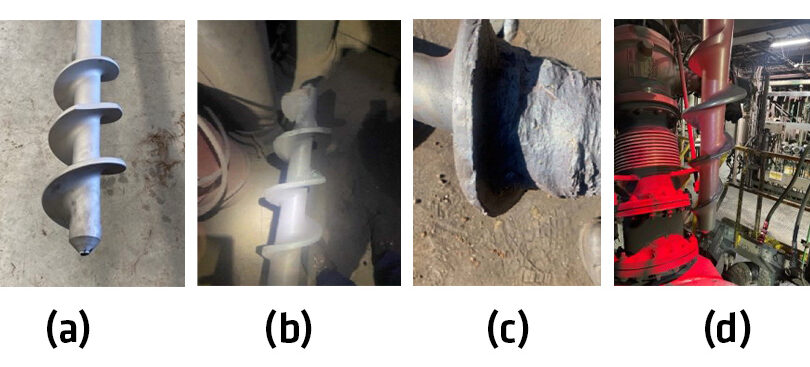
FIGURE 5.
(a) New Briquetter Feed Screw, (b Briquetter Feed Screw After ~181,334 Tons With 100% DR Feed, (c) Briquetter Feed Screw After ~120,000 Tons With 100% DR Feed, And (d) Briquetter Feed Screw After~48,900 Tons With Mixed DR/BF Feed
FUTURE WORK
With the wear identified on the briquetting equipment during initial operation with the BF-grade pellet feed, the wear rate of the equipment per ton of each pellet grade was examined. However, due to the customer demand between E-Grade and B-Grade, the time frame to evaluate wear has not been long enough to develop wear rates at different feed mixes of DR/BF-grade feed and at 100% blast furnace mix. The maintenance benefit of tracking the wear rates for predictive maintenance changes with feed stock changes would be beneficial to plant operation, pending production planning to extend production time frames.
The physical quality of E-Grade and B-Grade briquettes is also a topic under consideration. It is known that the total iron content and apparent density of the low silica B-Grade briquettes tends to be lower. However, the briquette strength and fines generation are currently not well understood. The need for varied operating roll torque to form briquettes at different feed mixes of DR/BF-grade pellets is a topic that should be investigated once the strength and fines generation of the two types at current operating parameters is known.
Options for pellet feedstock to Cliffs Toledo HBI plant vary; therefore, the evaluation of the effects of different feed stocks on plant operation and briquetting maintenance will continue as the plant is optimized and feed options are diversified.
CONCLUSIONS
Operation of the Cliffs Toledo HBI plant with BF-grade pellet feed mix has been successful in meeting quality and production targets. The HBI produced from the plant is classified in two product grades: E-Grade is a low silica HBI produced with 100% DR-grade pellets targeted for use in electric arc furnaces due to their gangue content sensitivity; B-Grade is a higher silica material made with a mix of BF-grade pellets targeted for use in blast furnaces to provide productivity benefit with its high metallization.
The operating baseline developed with the NSM DR-grade pellet proved the ability to achieve a higher product metallization at a PGF/ton lower than that achievable with the trialed BF-grade pellet feeds. This allowed for higher production rates while operating with NSM DR-grade. Operation with HHC/HSC pellets still allowed for plant production rates to be met but reached the core process limit when attempting to reach the necessary PGF/ton at similar production rates. Achieving the targeted carbon content with NSM DR-grade pellets was more easily achievable with a lower bustle gas temperature, which is ideal for a pellet with a higher clustering index. Reaching a similar carbon content with HHC and HSC material proved more difficult until the bustle gas temperature was increased. The increased temperature achieved the target carbon content; however, due to customer need for the HBI, the carbon content for B-Grade HBI was lower than that of E-Grade.
The largest impact on plant operation from the use of BF-grade pellets was the decrease in equipment life in the briquetting system compared with 100% NSM DR-grade operation. The increased system maintenance activities have challenged maintenance practices and repair cycles and increased equipment costs.
REFERENCES:
1 V. Chevrier. “Slow Road to Recovery for DR-Grade Pellets,” Direct from Midrex, 4th Quarter 2019, December 2019, pp. 2-6.
2 Koh, P. & Astoria, T. (2022). Investigation of DRI Physical Properties Under Hydrogen
Reduction Conditions [Conference presentation]. 2022 SEAISI Steel Mega Event & Expo (Technology, Sustainability, Construction), Kuala Lumpur, Malaysia.
3 Personal Communication, Performance and Benefits or HBI in Blast Furnace Ironmaking, S.J. Street, January 2023.
Related Reading
 Dec 17, 2024
Dec 17, 2024
Tech Article H2 Green Steel is Now Stegra
Read More Sep 25, 2024
Sep 25, 2024